
نوشته :خانم مهندس صفیه کریمی
تاریخ :چهارم مرداد ۱۳۹۹
خوراک یکی از شاخصهای مهم برای توسعه صنعت پتروشیمی است .پتروشیمی ۵/۸ درصد گازطبیعی کشور را به عنوان خوراک و ۲درصد را به عنوان سوخت مصرف میکند . حدود ۳۰ درصد گاز طبیعی مصرفی در واحد آمونیاک به عنوان سوخت مصرف میشود و گازهای حاصل از احتراق که حاوی CO2 می باشند در محیط منتشر می گردد. از طرف دیگر با توجه به مازاد بودن آمونیاک تولیدی و مشکالت ناشی از ذخیره و انتقال آن امکان استحصال CO2 از گازهای خروجی دودکش و استفاده مجدد آن به عنوان خوراک در واحد اوره به عنوان گزینه مناسب می تواند مورد بررسی قرار گیرد. از فناوری بازیافت گاز کربنیک می توان CO2 حاصل از احتراق را از استک ریفورمر بازیافت نموده و آن را به راکتور تولید اوره تزریق نمود .
این طرح در پتروشیمی می تواند با رویکردهای مختلفی صورت گیرد ، نظیر :
- افزایش ظرفیت تولید بدون افزایش مواد اولیه
- صرفه جویی در مصرف گاز طبیعی و کاهش مصرف انرژی
- جلوگیری از انتشار گازهای گلخانه ای
- فروش گازکربنیک پایه خوراکی به عنوان محصول جانبی
چرا بازیافت گازکربنیک در واحد اوره و آمونیاک :
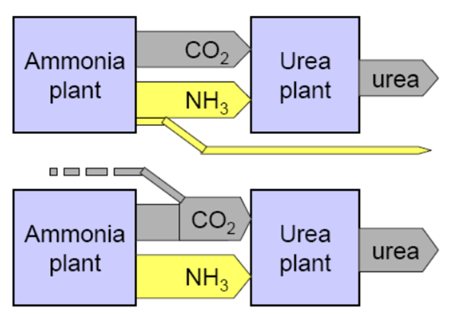
اوره از واکنش شیمیایی میان دی اکسید کربن و آمونیاک تولید می شود. به طور معمول میزان CO2 مورد نیاز واکنش که از واحد ریفورمر تأمین می شود، جهت واکنش ۱۰۰ درصد با آمونیاک کافی نیست، ( میزان کمبود گاز کربنیک حدوداً ۱۰ درصد می باشد ) این دلیل است که به طور معمول میزان تولید آمونیاک و CO2 از یکدیگر مستقل نیستند.
در فرایند ایده آل تولید آمونیاک از متان خالص (CH4) ، هوا و آب ، نسبت تولید CO2 و NH3 برابر ۱٫۱۴ تن در روز است که در عمل این نسبت به ترکیب درصد خوراک ورودی واحد آمونیاک بستگی دارد . در مقابل میزان مصرف این مواد در واحد اوره CO2 و NH3 با نسبت بالاتری مصرف می شوند. (۰٫۷۳۳ تن CO2 به تن اوره و ۰٫۵۶۶ تن NH3 به تن اوره ). بنابراین اولین گلوگاه در فرایند کمبود CO2 است. بنابراین برای مصرف تمام آمونیاک ذخیره شده نیاز به گازکربنیک اضافی می باشد.
فناوری بازیافت گازکربنیک از استک ریفورمر :
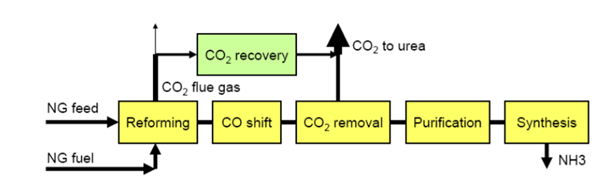
با فناوری بازیافت گاز کربنیک از دودکش بویلر بخار می توان کمبود CO2 را جبران کرده و راندمان تولید اوره را به نحو چشمگیری ( بین ۳ تا ۱۰ درصد ) افزایش داد . بنابراین اجرای چنین طرحی از لحاظ فنی ، اقتصادی و زیست محیطی از اهمیت برخوردار خواهد بود. شکل زیر شماتیک طرح بازیافت را نشان می دهد.
مقادیر زیادی CO2 در دود خروجی از استک ریفورمر و یا استک بویلرهای بخار موجود در واحد آمونیاک است که می تواند منبع مناسبی برای افزایش ظرفیت واحد اوره باشد. فناوری استحصال گازکربنیک ، مشابه واحد CO2 removal واحد آمونیاک عمدتاً بر پایه جذب و دفع می باشد . منتهی حلالهایی که در این فرایند استفاده می شود متفاوت است ، به دلیل اینکه اولاً میزان فشار جزیی دی اکسید کربن در دود خروجی استک پایین است و از سوی دیگر ترکیباتی نظیر SOX و NOX در دود وجود دارد که می بایست حلال انتخابی مقاومت مناسب در برابر این ترکیبات داشته باشد. تصویری شماتیک از دیاگرام فرایندی واحد بازیافت گازکربنیک در شکل زیر نشان داده شده است :
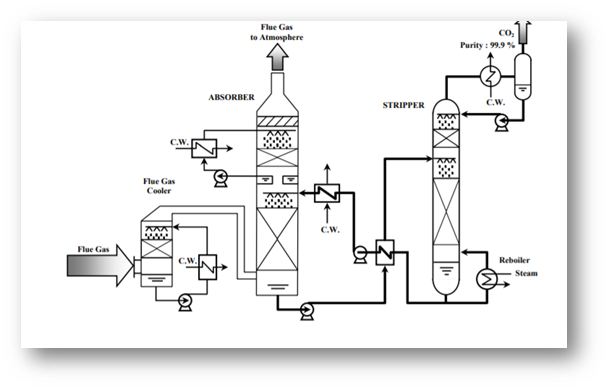
از مزایای این دی اکسید کربن که به عنوان خوراک به واحد اوره ارسال می شود عدم حضور هیدروژن در آن است.
از آنجایی که احداث چنین واحدی کمترین تداخل را با واحد آمونیاک دارد و نیازی به تغییر در تکنولوژی واحد آمونیاک نیست ، می تواند به خوبی مورد توجه متخصصان قرار گیرد.
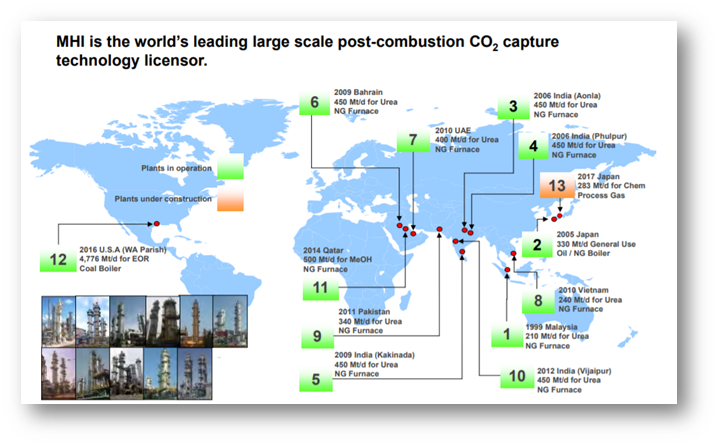
سوابق اجرای پروژه های بازیافت گازکربنیک در جهان
اولین واحد بازیافت گازکربنیک در سال ۱۹۹۹ در پتروشیمی پتروناس مالزی احداث شده است . ظرفیت این پتروشیمی ۱۳۵۰ MTPD آمونیاک و ۱۷۵۰ MTPD اوره می باشد. ظرفیت پلنت بازیافت گازکربنیک احداث شده ۱۶۰ MTPD می باشد که شرایط خوراک ورودی واحد و نیز دی اکسید کربن تولید به صورت زیر است:
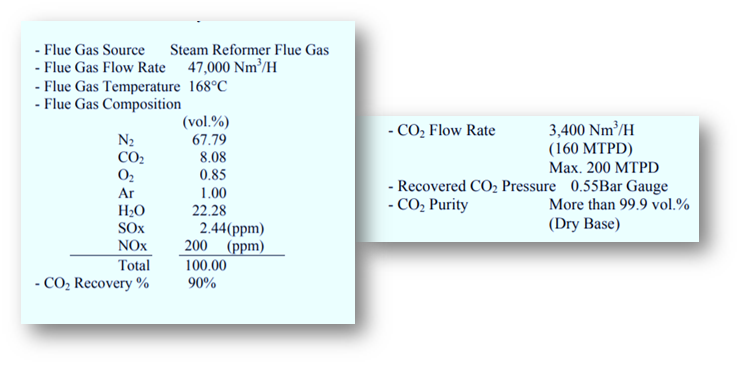
تکنولوژی این پلنت متعلق به شرکت میتسوبیشی ژاپن است. میتسوبیشی بعد از این پلنت ، واحدهای متعدد بازیافت گازکربنیک را در نقاط مختلف به خصوص در کشورهای حوزه خلیج فارس احداث نموده است. محل و ظرفیت و هدف احداث این واحدها در نقشه زیر نشان داده شده است:
پروژه بازیافت گازکربنیک در صنعت پتروشیمی ایران :
تنها واحد استحصال گازکربنیک در ایران در پتروشیمی کرمانشاه و با فناوری داخلی و در سال ۱۳۹۴ احداث شده است. ظرفیت اسمی این واحد ۱۳۲MTPD است که باعث افزایش ظرفیت اوره بین ۵ تا ۸ درصد می شود.


از همکاران خود دعوت کنید تا در وبسایت ما عضو شده و از طریق ایمیل Ammoniaurea.ir@gmail.com و یا از صفحه اصلی سایت و گزینه ارسال مقالات، مقالات خود را برای ما بفرستید تا در این سایت به نام خودتان متنشر شود.



{kind=link}
{kind=link}
{kind=link}
{kind=link}