
🖍 جمع آوری و ترجمه : آقای مهندس رضا ماهینی
📉 شرکت :پتروشیمی پردیس
📆 سی ام آذر1398
چگونگی تبدیل شدن تیوب های پلاگ شده بصورت غیراصولی به یک خطر بزرگ
امروزه واحدهای مدرن اوره با استفاده از تکنیک های بازرسی پیشرفته، مواد با کیفیت بهتر و یا فلسفه های بازرسی مبتنی بر خطر، در فواصل زمانی طولانی تری مورد بررسی قرار می گیرند. بازرسی ها معمولا تلفیقی از بازرسی های چشمی “خوردگی” با تکنیک های تست های غیر مخرب مانند جریان ادی (Eddy Current) و یا تکنیک های اولتراسونیک هستند. بازرسی ها اساساً بر روی تجهیزات مهم و حیاتی فشار بالای قسمت سنتر متمرکز هستند که شرایط خوردگی های بحرانی در طول بهره برداری (نرمال اوپریشن) امری شایع است. با توجه به فواصل زمانی طولانی بین بازرسی ها، ضروری است که تیوب های مبدل های حرارتی که در معرض خوردگی های کلی هستند پلاگ شوند تا Tube Failure در حین عملیات بهره برداری اتفاق نیفتد. این در شرایطی است که نرخ خوردگی برآورد شده و نتایج بدست آمده از بازرسی ها در فواصل زمانی، بیانگر ضخامت مناسب نباشد. در این صورت، تیوب های مبدل های حرارتی باید پلاگ شده تا از بوجود آمدن شرایط نا ایمن در حین عملیات بهره برداری جلوگیری شود. از طرفی، ضخامت دیواره ها به طور کلی کاهش می یابد، که در استریپرها و مبدل های حرارتی فشار بالا امری شایع است. نقص ها و خوردگی های موضعی نیز ممکن است پلاگ کردن را ضروری سازد.
این پژوهش فلسفه پلاگ کردن سازگار شده با استامی کربن برای پلاگ کردن تیوب ها در مبدل های حرارتی HP فشار بالای بحرانی را بیان می کند. انتخاب و بکار بردن یک روش پلاگ کردن مطلوب، به اندازه ی آماده سازی مناسب و اجرای اصولی عملیات پلاگ کردن، برای عملیات بهره برداری ایمن حیاتی هستند. در این پژوهش، روش های پلاگ کردن مختلف در واحدهای اوره با بیان فواید و عیب ها معرفی شده اند. بعضی از این روش ها، شما را به سمت شرایط نا ایمن سوق می دهد که با مثال هایی برای شما شرح داده خواهند شد.
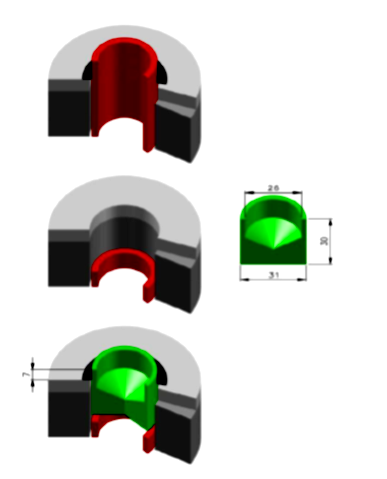
رویه ی پلاگ کردن توصیه شده برای بالای تیوب شیت ها
از همکاران خود دعوت کنید تا در وبسایت ما عضو شده و از طریق ایمیل Ammoniaurea.ir@gmail.com و یا از صفحه اصلی سایت و گزینه ارسال مقالات، مقالات خود را برای ما بفرستید تا در این سایت به نام خودتان متنشر شود.



{kind=link}
{kind=link}
{kind=link}
{kind=link}